Christian Kleeberg – RGU ASIA Pte Ltd
Singapore
Corrado Licata – IOMES Group Limited
Hong Kong SAR P.R. China
INTRODUCTION
Current situation in melt shop operations in the metals industry (casting, iron- and steelmaking, smelters, etc.) is diverse and fragmented. The melt shop is the LEAST digitalized area inside such company operations and provides huge potential for productivity improvements.
This paper combines an overview of foundry practices with digitalization solutions offered by modern software and hardware, resulting in what can be considered the state-of-the-art for melt shop operations management.
ABSTRACT
In melt shops a lot of money goes up in smoke every day. Literally. Optimum melt shops runs combined with cost-effective material consumption, reduced re-alloying quantities and steps as well as shorter melting times determine just how economical a melt shop is or can be. Having efficient support for the melting process combined with well-functioning materials management and successful energy management systems are becoming more and more important as factors of success in metal casting operations.
Modern melt shop operations are nowadays digitally enhanced with advanced software systems and other solutions in order to create heightened efficiency and cost savings wherever possible. The melt shop has as mentioned before – among others – the highest digitalization potential among any metals operations and FRP®.melt is the solution to start out with supporting the entire value chain.
The considerable fluctuations in material prices and the increasing energy costs of recent years, combined with growing pressure on prices, emphasize the necessity to reorganize processes and to use existing resources in the most effective way.
In many (steel) foundries, ironworks, steelworks, heat-treatment applications, the ITsupport
for the melting / heating process, in contrast to other areas of production, is still a long way from achieving its full potential. Very often the level of industry is on a “2.0” infrastructure, thus very far away from the “Industry 4.0” concept of digitalization and deployment of cyber-physical systems.
In order to achieve the desired quality for melt shop operations, continuous and discontinuous processes have to be synchronized and process parameters within the individual manufacturing steps have to be aligned to each other.
This counts for traditional foundries just as much as modern steel manufacturing plants. What is mostly lacking is the ability to collect data and process the same through intelligent interfaces to a central database allowing for data driven decisions especially when it comes to melt quality in the right quantity under cost optimized conditions.
In addition, the heat-resistant sensoring technology hasn’t matured yet to provide more than just “a temperature reading” so that multiple objectives can be met. Metals melting conditions are well above the 1000 degrees level and need to look at alternatives so that ultimately best melting practices become best – cost-optimized – melting furnace practices fully digitalized and ready at your fingertip.
FRP®.melt STEPS TOWARDS DIGITALISATION OF MELT SHOP OPERATIONS
In order to achieve the desired quality for melt shop operations, continuous and discontinuous processes have to be synchronized and process parameters within the individual manufacturing steps have to be aligned to each other.
How can FRP®.melt support melt shop operations?
The melt shop is the most important part of being it a foundry or ironworks or steelworks, for two important aspects: the alloying process takes place substantially here, the amount of energy involved is much bigger than in any of the downstream process steps. Actuals show that it comprises of up to 70% of total energy cost in a metal casting company.
The „melting process“ makes a foundry unique in manufacturing, therefore it requires
attention. Evolutionary process inside the melt-shop area allows creation of databases.
The melting and alloying process is in many foundries a well protected company secret -> it is the aim of FRP®.melt that this special Know-How must be preserved in form of a DB (database) and not merely in computer spreadsheets or even paper.
FRP®.melt – SOFTWARE REQUIREMENTS AND SPECIFICATIONS
• Comprehensive planning of the melt process covering all melt and treatment steps – right through to the point when the charge or ladle is ready for pouring / tapping.
• Precise pre-calculations with material requirements calculations considering scrap, alloy components and metals are mandatory BEFORE the melting process starts.
• Optimization of material quantities for precise charging and re-charging (i.e. batching and re-batching).
• Shortened melting times and increased melting capacity by means of an integrated foundry information system displaying process instructions, furnace parameters, energy requirements, analyses etc. directly at the furnace.
• FRP®.melt reduces energy requirements per ton and consequently reduces costs by supporting energy management at the point of highest consumption.
• Delivers traceability and process security by recording and archiving all process steps, analyses and consumptions within the melt report (audit-trail).
• Comprehensive evaluations possible in the form of web-based forms and reports.
• Links to analysis devices and furnace controls for improved process integration.
• Integration of third-party systems via standardized interfaces to maintain continuous mass and materials flow.
FRP®.melt is available within the FRP®– suite of software system standard either as an add-on module or as a stand-alone solution with or without interfaces to third party systems. It is a detailed planning tool focusing on the melt shop and the furnace operators. If standalone the solution has a special starting level and it is desired to learn and upgrade over a period of time so every melt shop operation, be it small or large, can benefit from the same.
FRP®.melt OFFERS DIGITALIZATION STEP BY STEP
FRP®.melt is categorized into 3 different levels namely level M1 / level M2 and level M3: it is a staggered approach for digitalization using level M1 / M2 / M3 for easy starting point.
FRP®.melt – (level M1) is the starting level solution designed for creating a database and providing the ability for charge calculations.
It is the aim in this M1 – level to securely keep your know-how in form of a database (Step 1). Furthermore to reduce cost where possible with every batch via creating „what if“ calculations, e.g. Use FeNi instead of pure Ni briquettes when alloying.
(Step 2). Last but not least, to calculate the cost of your standard batch (without actual prices from purchase) and to calculate the cost for actual batch (without materials management and without Purchase items)
(Step 3). In this way you will be able to create your foundry master data. Implementation / training efforts are minimal and will take merely 20 man-days of installation and commissioning activities thanks to standardized approach.
FRP®.melt – (level M2) is comprising of an advanced level of melt shop management in comparison to level M1. To implement FRP®.melt – level M2, we need to complete level M1 first as otherwise all the foundation items are missing.
Key add-on elements of FRP®.melt – level M2 are the following:
• Melting facilities – melting furnaces records, capacity, etc.
• Post charge calculation – re-alloying of melt, melt chemical actual analysis
• Melting report – charge calculation on basis of physically used / available material, different process status / levels, melt treatment
• Working staff details on the furnace
• Energy (kWh) consumption record per heat
• Selection of pouring ladles after tapping
• Standard print out of the FRP® – melting report
• Furnace lining heat count record for better maintenance handling
• Online info of the melt – charge calculations, melting reports, etc.
Alternatively clients can choose to upgrade right away from level M1 to level M3 if desired, nevertheless the activities from level M2 need to be fulfilled.
FRP®.melt – (level M3) as described hereafter is for a professional melt shop management level implementation.
To implement FRP®.melt – level M3, all activities as defined under level M1 and level M2 must be completed. Key add-on elements of FRP®.melt – level M3 in addition to level M1 and level M2 are as follows:
• With material management program – price sheets, purchase order, stock entry of purchase material (incoming goods), inventory card, stock dispatch, balance, inventory record keeping per stock entry with every new incoming
material analysis
• Digital integration of spectrometer with system and mission critical information exchange – retrieve analysis directly from spectrometer to melting report, actual analysis of raw material, actual analysis of melt, post charge calculation.
• Optionally DASHBOARD implementation (information available upon request) with sophisticated display of online information and melt shop performance per heat.
THE SCOPE OF FRP®.melt
As a sector-specific MES (Manufacturing Execution System), the FRP®.melt program package, which is a further development of the “ks schmelze” (“schmelze” is German for “melt”) package by ADV Schulte GmbH and is now part of the FRP® – digital system standard, provides continuous support for the melting process and is an integrated IT solution for better melting operations.
The scope of FRP®.melt is highlighted hereafter:
• MELT PROCESS PLANNING – FRP®.melt delivers extensive melting process planning for all melting and treatment steps at charge, ladle and casting levels.
• ACCURATE CHARGE COMPOSITION AND POST CHARGE COMPOSITION – FRP®.melt optimizes the usage of materials, especially of expensive metals, by means of accurate (post) charge composition.
• PRELIMINARY COSTING – FRP®.melt enables preliminary costing to be carried out, calculating the requirements for scrap, alloying materials and metals.
• ONLINE SUPPORT – FRP®.melt provides online support for the smelter, reduces melt times significantly and thus increases melt capacity.
• ENERGY MANAGEMENT – FRP®.melt reduces energy consumption per ton and supports energy management at the point of highest consumption, which in turn leads to considerable cost savings.
• DETAILED DOCUMENTATION – FRP®.melt is starting with the calculation of an optimal charge composition, all the steps of the melting process are recorded, documented and then made available for detailed evaluation.

Figure 1: Linking continuous and discontinuous processes, understanding batching and smelting digitally and in the real world
CONFIGURATION AND MASTER DATA
The MATERIAL DATABASE
The material database, together with the target data from the test plan, describes the
mechanical properties of the cast part (or molding material).
The internal material number is oriented to the production of the melt and, if
applicable, to the type of heat treatment.
• Summary of several deviating specifications according to standard or customer specifications
• Consideration of metallurgical and economic aspects
• If applicable, allocation of price lists (web-based, stock market, customer)
For the same (internal) material number, there can be different price lists according to different norms or customer specifications.
Several test plans with target values are possible for one material.
• Differentiation according to standard, heat treatment levels and wall thickness.
• For the calculation of the charge, different target analyses are possible for the charge log and treatment levels (preliminary and final samples).
Different melting procedures / producer variants are possible for the same sort of melt. The same sort of melt can be allocated to different material numbers.
The mechanical properties depend on many factors in addition to the analysis, cast parameters, setting, cooling and heat treatment. The material test plan can also include more settings, e.g. possible welding regulations/instructions. Melting orders are (automatically) set up in the collective melt sort orders or the charge order cost
collector.
The use of material and energy is recorded:
• documenting each melt procedure / charge or period, or
• retrograde consideration of the actual consumption per period.
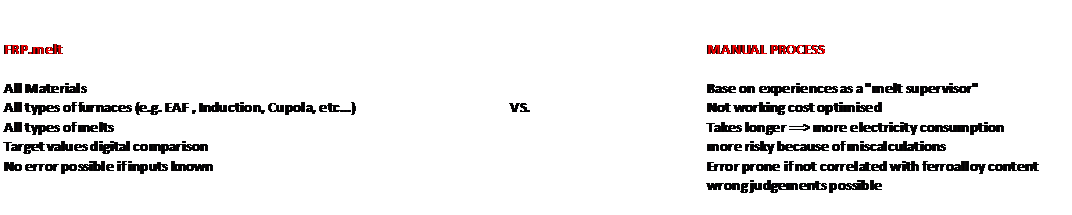
Figure 2: FRP®.melt operations vs. manual melting process operations
THE RESOURCE PLAN PER MELT
Resource plans are like a “digital twin” of operations and recorded per melt type as integrated work plans and bills of materials. The default options refer either to the production of a ton.
The following functions are supported:
• planned costs are derived on the basis of the quantity for the standard charge composition of the melt,
• calculation of the material requirements (net requirement calculation on the basis of the cast orders),
• parameters for total restrictions (three totals as standard / five totals possible) to limit the proportions of scrap, circuits and swarf,
• minimum / maximum limitations for the use of materials,
• changes to the standard evaluation of materials (devaluation factors, melting loss for gross / net calculation),
• fixed parameters or banned materials for the charge calculation,
• formation of charge groups for the materials to enable the selection of suitable or permitted materials for each group of materials,
• specification of materials planned for the charge and post charge calculation,
• description of the melting procedure, including written test and work instructions and specifying such measures as,
• measures to be taken after a certain time has passed (e.g. temperature measurement x minimum time from the beginning of the melt) and
• measures when certain process values are reached (e.g. samples to be taken when a predetermined temperature is reached);
• work processes can be set up according to different units (minute, kg, ton, pulse frequency etc.)
• energy consumption can be measured for the individual steps (charge, melt, maintaining temperature, ladle preparation),
• visualization of several treatment steps (base melt, converter treatment, melt ready for casting).
As is the case for the product planning of cast parts or other products, it is also possible to enter freely definable formulas and other configurations: for example, it is possible to take furnace parameters into account when drawing up specifications.
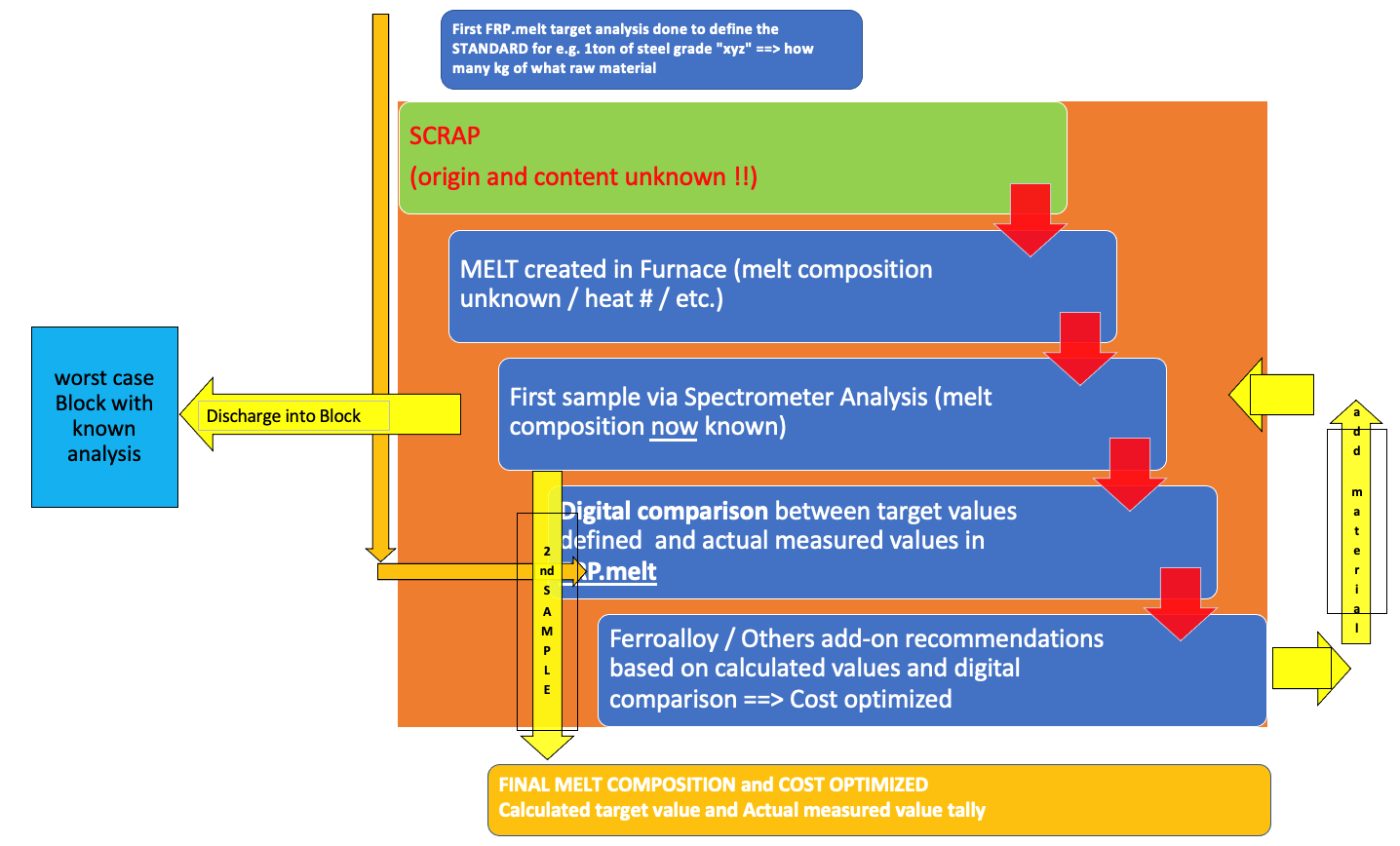
Figure 3: Simple workflow plan on melt / charge calculations using FRP®.melt
THE TEST PLAN
The target values for the analysis of the mechanical values and the structure are entered for the tests which are to be carried out on the material or the melt. For the melting process, and in particular for the charge and post charge calculation, the target values for the chemical analysis are particularly significant. These can be formulated differently according to the treatment steps (charge, post charge, treatment / inoculation, final analysis). In the materials database it is possible to save the relevant analysis together with internal thresholds, tolerance parameters and the
target values for the charge and post charge calculations.
The FRP®.melt – Standard Test Plan has been extended with even more control parameters for charge calculations.
Specification of the base element, whereby different test groups can be entered with different base elements.
Types of element (in particular deoxidation without taking limiting values into account).
Controls for target values (target, min/max for warning or tolerance thresholds).
Controls for target values for post charge calculation dependent on underachieving or overshooting limits.
Integrated and continuous materials management involves tracking the material flows of charge and melt materials and includes storage location and/or chargerelated inventory management. The evaluation prices are formed by means of classical ERP functions. There are different control parameters available for the charge materials according to the current status analyses, the rules for storage management and for stock withdrawals.
All the master data that are required for materials including the target and current status analyses are processed in a data entry screen in FRP®.melt.
The current status analyses for charge materials are ascertained according to various rules, e.g. according to supplier details, incoming goods checks, charge or time period. When analyses are recorded for each receipt of incoming goods,
approval is carried out online if the agreed threshold values have been maintained.
THE CHARGE CALCULATION
The core of FRP®.melt is the calculation of the optimal charge-composition and recharging. There are different options available for calculating a standard composition, for evaluating material costs for the material as well as for each batch to support management of the melt.

Figure 4: Importance of raw material origin and how to handle it if not known

Figure 5: Melt-shop interaction with treatment and mould-shop (IF=Induction furnace; AF = Arc furnace; Conv = Converter, where applicable)
THE MELT REPORTS
The melt report provides the actual data concerning analysis, charge components, energy consumptions and any malfunctions which appeared during production etc.
It compares the actual information with the data required.
Advantages of FRP®.melt are presented in the following figure.

Figure 6: Total Benefits using FRP®.melt – the ROI can be potentially achieved within one month
CONCLUSIONS: WHY FRP®.melt?
Process reliability
- Flow of information
- Error avoidance
- Knowledge aggregation
- Traceability of material flow
Planning reliability
- Planning of all treatment levels
- Availability of materials
- Fast response to fluctuation of material prices
- Status of melting aggregates and ladles
- Reduction of smelting times
- Energy saving
Cost transparency
- Cost-optimized standard recipes
- Price comparison
- Evaluation of circuit and swarf
- Material and energy booking
- Melt-shop controlling
In addition, because the melt shop is the least explored area when it comes to digitalization and it has a very high potential. Big Data means Big Money – literally, in this case applied to big quantities.
Without creating a database and without bringing the melt shop data on a common and integrated platform, it will not be possible to move forward in digital decisionmaking.
Paper records or even only electronic spreadsheets records (e.g. Excel files) are not adequate anymore. Nothing will happen with such records unless someone puts personal efforts into them and check the content. And because nobody does that in any organization or this is becoming simply too expensive to have employees doing
only that, this is no solution at all.
As a benchmark, the total cost-saving potential of 30% of total melt shop cost is achievable.
BIBLIOGRAPHY AND REFERENCES
• RGU publication 2018: “Foundry 4.0 and Raw Material Cost Battle”
• RGU publication 2019: “YOU CAN PREDICT RAW MATERIAL PRICES WITH INTEGRATED DATA ANALYTICS”
• RGU publication 2020: “DIGITAL TRANSFORMATION MISCONCEPTIONS”
• McKinsey Report January 2018: “Unlocking-the-digital-opportunity-inmetals_Jan-2018”
• RGU publication 2020: “2020_08_MELT PRODUCT DESCRIPTION VERSION_011”
• RGU publication 2018: “Paper_33_Melt_Optimisation__Poster” (Exhibition banner)
Contact us under WWW.FRP-SOLUTIONS.COM
